
Blocs moteurs C7 utilisés diesel pour le refroidissement par l'eau de l'excavatrice E329D 221 - 4479
Spécifications
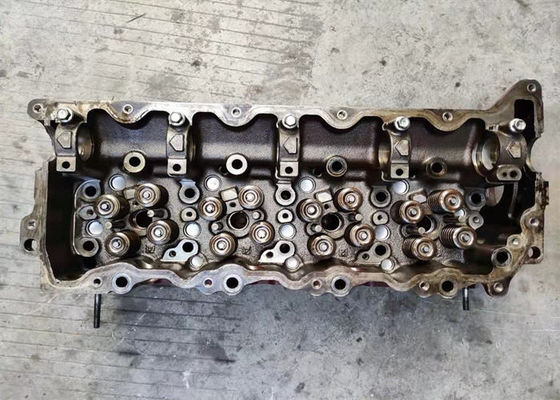
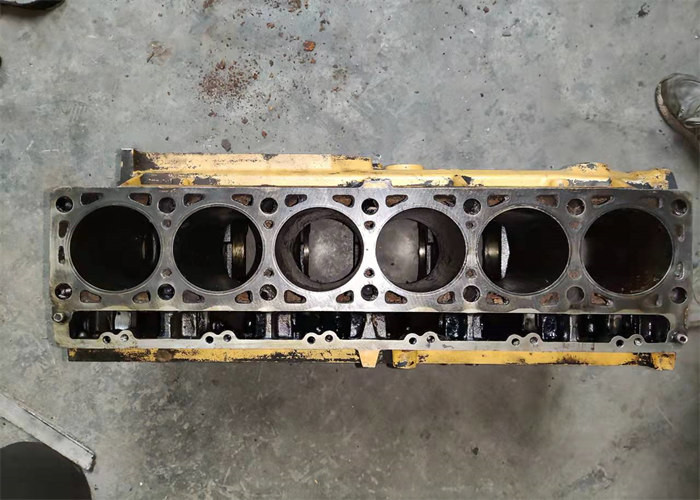
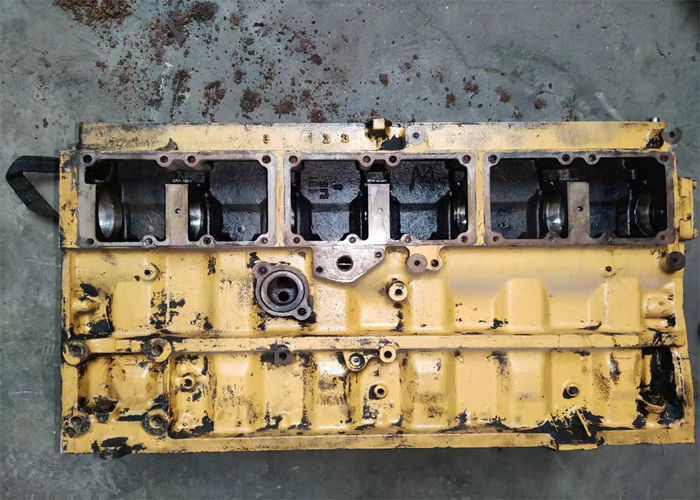
| Nom de voiture : Bloc-cylindres de moteur |
| Number modèle : C7 |
| Course de cylindre : 127 |
| Diamètre de cylindre : 110 |
| Application : Excavatrice |
| valve : valve 18 |
| Refroidissement : Refroidissement par l'eau |
| Injection : Électrique |
| Forme de travail : Turbo |
Description
Au sujet de la fente
Autre chose à maintenir dans l'esprit au sujet des fissures est qu'ils sont souvent le résultat de trop de chaleur. Une garniture principale, une pompe à eau, un radiateur ou un tuyau perméable de liquide réfrigérant ont pu avoir permis une perte de liquide réfrigérant qui a par la suite fait courir le moteur chaud et la surchauffe. Une restriction d'échappement provoquée par un convertisseur catalytique partiellement branché (ou le filtre particulaire sur un moteur diesel) peut également soutenir la chaleur dans un moteur. Ainsi il est important d'identifier et éliminer tout ce qui pourrait avoir fait surchauffer le moteur avant qu'il soit remis en service – autrement vos réparations de fente peuvent être de courte durée.
Réparations chaudes ou froides
diesel_repair_1Crack peuvent être dépannés froids (goupillant) ou chauds (soudant et soudant). La méthode a employé dépendra de la taille de la fente et du type de moulage (fonte ou aluminium). Le principal avantage de dépanner froids fente est qu'il n'exige aucune chaleur. Aucune chaleur ne signifie aucun temps extra requis pour préchauffer et signaler frais le bâti, et ne présente aucun danger de déformer ou de tordre le bâti. La chauffage d'une culasse ou d'un bloc le fait augmenter, qui crée consécutivement la contrainte thermique dans le métal qui peut mener à la fissuration suivante quand le métal se refroidit – particulièrement s'il se refroidit trop rapidement.
Avec goupiller, il y a également moins de souci concernant veiller le métal autour de la fente est parfaitement propre. N'importe quel type de soudure exige une surface parfaitement propre qui doit être exempte de contaminants tels que la graisse, le pétrole ou la saleté. Ceci signifie que le bâti doit être nettoyé avant qu'il puisse être soudé. En outre, la soudure exige rectifier la fente avec une broyeur de matrice ainsi le nouveau métal peut remplir vide et fusible au métal des deux côtés de la fente.
Avec des têtes et des blocs de fonte, 80 pour cent de fissures peuvent habituellement être réparés avec du fer ou les goupilles en acier ou les prises coniques tandis que 20 pour cent de fissures exigeront la soudure de four, pulvérisent les flammes la soudure ou la soudure. Avec les têtes et les blocs en aluminium, c'est juste l'opposé. Environ 80 pour cent de fissures sont réparés par le gaz inerte de tungstène (CHAT) soudant tandis que 20 pour cent de fissures sont réparés avec les goupilles ou les prises en aluminium.
![]()
![]()
![]()