
Blocs moteurs 4LE2 utilisés diesel pour l'excavatrice SK75 - refroidissement par l'eau 8 8980894851
Spécifications
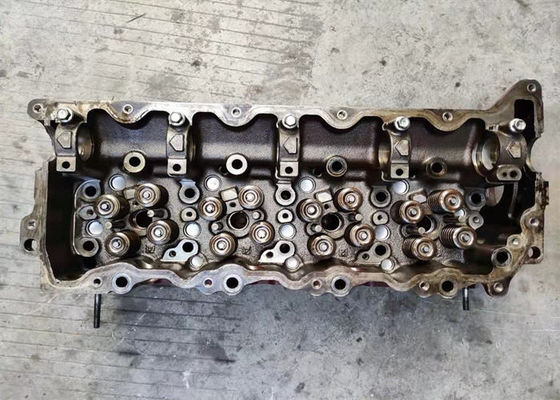
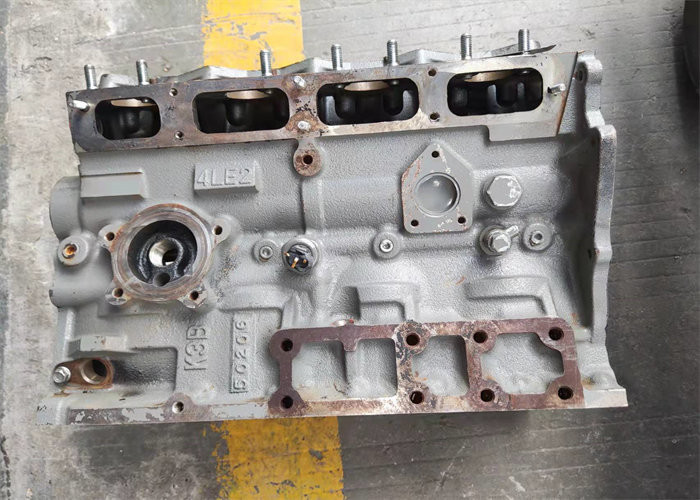
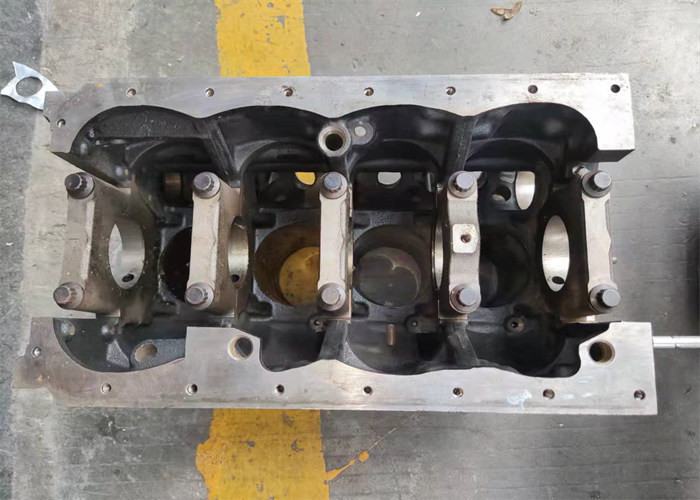
| Nom de voiture : Bloc-cylindres de moteur |
| Number modèle : 4LE2 |
| Type de moteur : Diesel |
| Application : Excavatrice |
| valve : valve 8 |
| Le nombre de cylindre : 4 |
| Injection : Direct |
| Forme de travail : Turbo |
Description
Processus de moulage au sable
Dans des processus de moulage au sable, les moules et les noyaux peuvent être employés seulement une fois. Le métal entre dans la cavité au moyen de gravité ou basse pression. Pour une plus grande série de production, les moules et les noyaux sont fabriqués utilisant les machines de moulage et de noyau-formation. Le matériel de moulage est rendu compact par la vibration et/ou le pressurage ou par le tir ou par impulsion de pression-vague. Les noyaux sont généralement soufflés ou tir.
Le degré le plus élevé de complexité peut être réalisé avec des processus avancés de moulage au sable (par exemple le système de paquet de noyau ou le cps). Par ceci signifie, logement de pompe à eau, brides de filtre à huile et galeries d'huile peut être intégré. La solidification directionnelle et les propriétés mécaniques peuvent être augmentées à l'aide des froids de refroidissement. Dans le processus de cps, les premiers soucis principaux de section la production de soi-disant sable-noyaux. Le sable est lié en employant une reliure organique.
Ces reliures agissent comme la colle entre différents grains de sable. En général les outils pour former les moules sont non plus chauffés (appelé procédure “de boîte chaude”) ou frais (procédure « de boîte froide »). La plupart des producteurs emploient actuellement la méthode de boîte froide en raison de la consommation d'énergie beaucoup inférieure.
Une fois pressé dans la forme, le moule de sable lui-même reflète toutes les pièces et ouvertures du bloc moteur final. Une fois que le moule est traité et refroidi, il passe à la deuxième section où les écoulements en aluminium liquides dans le moule. Le bloc est alors refroidi avant d'écrire la troisième section où le composant de moule et de fonte sont soumis à un traitement thermique. C'est important pour gâcher le bâti aussi bien que pour consommer la reliure organique qui a lié le noyau de sable. Une fois que la reliure est consommation, les grains de sable laissent vont du bâti et de la chute sur une bande de conveyeur. Environ 98% du sable peut après utilisé encore pour produire le prochain moule.
Conçue comme bloc de fermé-plate-forme et de profond-jupe, est la première production à fort débit de bloc moteur utilisant le CPS® (système de paquet de noyau), où le moule entier se compose des noyaux de froid-boîte. Le bâti est à l'envers rempli utilisant le procédé de versement de contact et plus tard, après supplémentaire, alimenté par l'intermédiaire du visage commun sans le refroidissement supplémentaire s'est appliqué. Les revêtements de fonte grise sont assemblés dans le moule, puis ont préchauffé et fonte-dans, la gamme de positionnement étant ± 0,3 millimètres. Le dénoyautage et le traitement thermique T5 ont lieu simultanément.
![]()
![]()