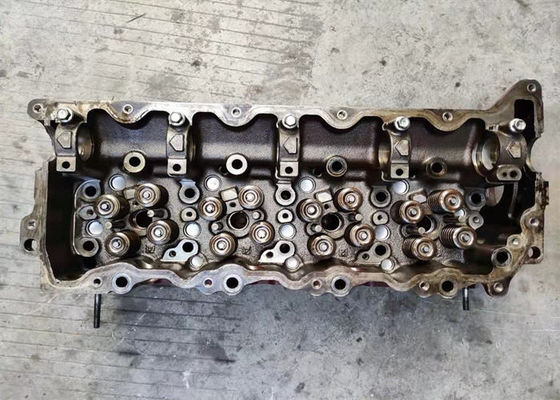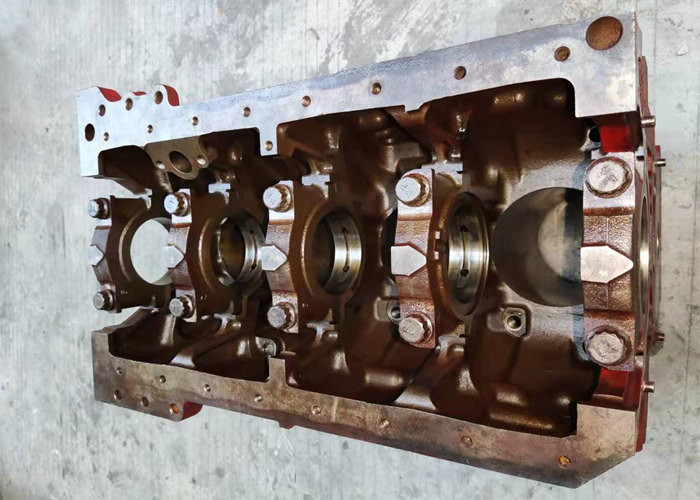
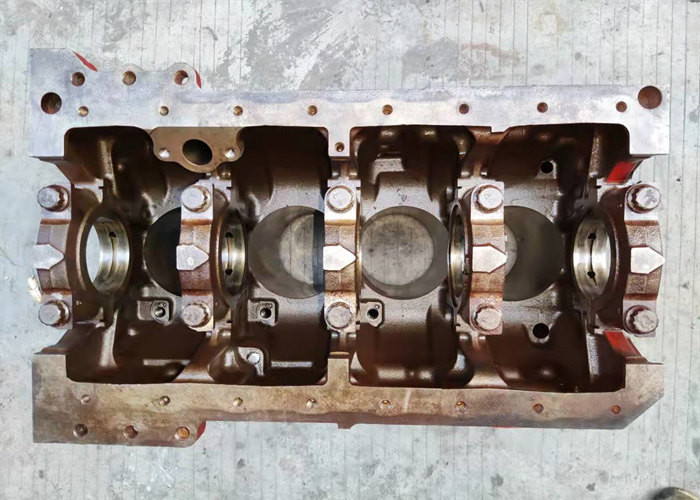
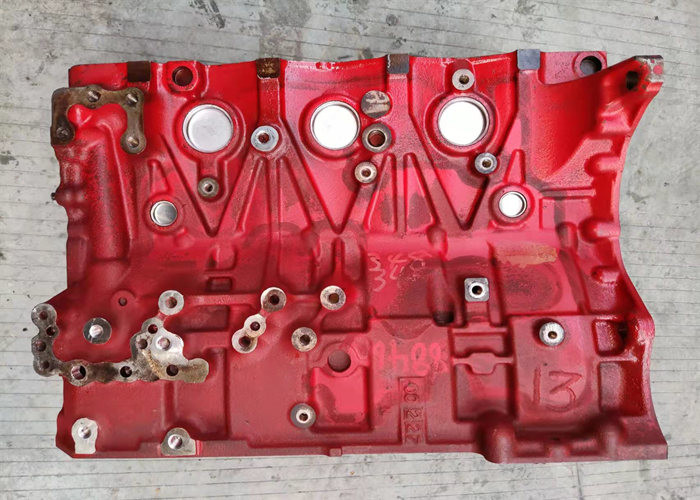
J05E a utilisé des blocs moteurs pour l'excavatrice SK200 - 8 SK250 - 8 11401 - E0702
Spécifications
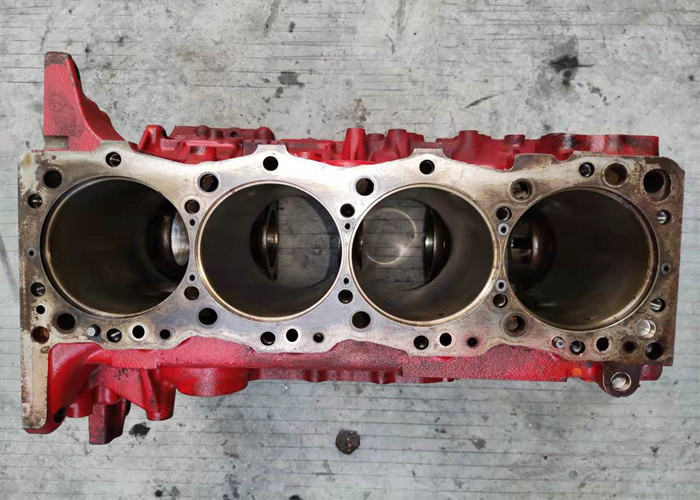
| Nom de voiture : Bloc-cylindres de moteur |
| Number modèle : J05E |
| Course de cylindre : 130 |
| Diamètre de cylindre : 112 |
| Application : Excavatrice |
| valve : valve 16 |
| Refroidissement : Refroidissement par l'eau |
| Injection : Électrique |
| Forme de travail : Turbo |
| Le nombre de cylindre : 4 |
Description
Processus de moulage applicables
Pour la production des blocs moteurs, une multitude de technologies de moulage sont appliquées. D'un aspect, pour les moteurs produits en série, méthodes de moulage fortement automatisées utilisant des moules de sable (« processus de paquet de noyau "), où la durée de cycle n'est pas limitée par la solidification
les conditions, concurrencent des méthodes de moulage mécanique sous pression où la durée de cycle est limitée.
La majorité des blocs moteurs en aluminium actuellement produits, en particulier trois de sixcylinder aux moteurs en ligne sont produites utilisant le processus de HPDC pour la rentabilité. Ce processus est caractérisé par une productivité élevée, cependant, le volume de production doit être grand
assez pour assurer le remboursement de l'investissement de usinage assez élevé
.
L'application d'un moule en acier limite la gamme des alliages de fonderie applicables. En principe, la technologie de HPDC permet seulement la fabrication des conceptions de bloc moteur de plate-forme ouverte. Mais avec une profondeur distinctement réduite de veste d'eau et des cylindres Co-moulés, la réalisation de l'
la variante de plate-forme ouverte avec un secteur suffisamment rigide de cylindre pour répondre aux exigences de la plupart des moteurs intégrés est possible. Également des noyaux spécifiques de sable qui résistent aux hautes pressions et aux contraintes thermiques de la méthode de bâti de HPDC pourraient être présentés pour des applications de créneau (dessus
des moteurs de performances dans la conception fermée de plate-forme), mais cette option n'est pas habituellement considérés.
La haute pression des moulages mécanique sous pression sont près des pièces de filet-forme offrant des découpes assez précises et des tolérances extrêmement étroites en termes de dimensions, forme et position. En raison du remplissage très turbulent de moule, des défauts de moulage (en particulier inclusions de gaz) est inévitable. Cet effet peut être compensé par l'application des technologies avancées de vide. des possibilités de Re-alimentation sont limitées en raison de la solidification tôt du système de porte, cependant, dans certains cas, la formation locale des cavités de rétrécissement peut être
paré par les presse-fruits locaux.
Dans des secteurs minces de mur, le taux élevé de solidification de haute pression des moulages mécanique sous pression mène aux niveaux significatifs de force. Des blocs moteurs produits par le processus conventionnel de HPDC sont habituellement utilisés dans l'état de comme-fonte. Traitements thermiques (par exemple traitement thermique de solution et durcissement par vieillissement artificiel)
ou des opérations de soudure sont généralement évitées puisque ceci exigerait l'application des technologies sophistiquées de vide poussé.
![]()
![]()
![]()